 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Automatická produkční linka na práškové barvení s elektrostatickým nanesením, sušením a zpevňováním - kompletní zařízení
Přehled
Dotaz
Související produkty









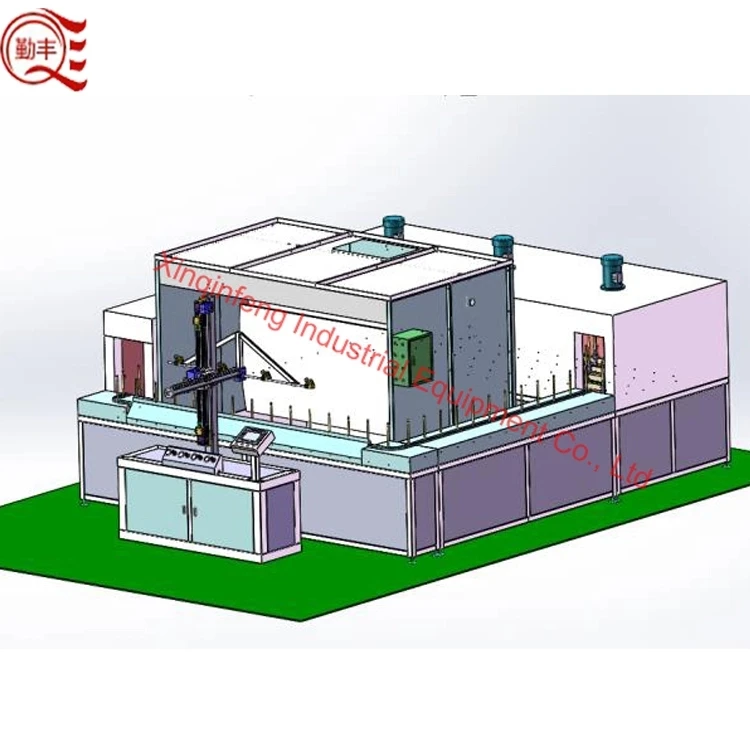
Automatická produkční linka na práškové barvení s elektrostatickým nanesením, sušením a zpevňováním - kompletní zařízení
Úvod do linky pro sprejování práškového nánosu:
Součásti nátěrové linky hlavně zahrnují: zařízení pro předzpracování, systém pro oprašování, zařízení na práškové barvení, zařízení na recyklování prášku, ohřevací sušičku s tunelovou pecí pro vysychání a zakalení, systém teplotního zdroje, elektronický řídící systém, visutý konvejér s lanem a další.
Obecný proces nátěrování kovových materiálů:
Nejprve předzpracování: účel: odebrat povrch dílu a vygenerovat vrstvu odolnou proti korozii, která může být kombinována s nátěrovou lepidelností "fosfatové vrstvy". Hlavní postupné kroky: odmaštění, odrezivování, fosfatizace, pasivace. Po předzpracování dílu nemá povrch žádný olej, rez ani prach, ale vytváří se rovnoměrná a hrubá šedá bezrezavá fosfatová vrstva, která chrání před rezivostí a zvyšuje lepidelnost nátěrové vrstvy. Související zařízení: zařízení pro předzpracování. Související materiály (chemikálie): sírová kyselina, chlorovodík, sodný popel, kyselý odmaštěvač, fosfatizující roztok, pasivující roztok.
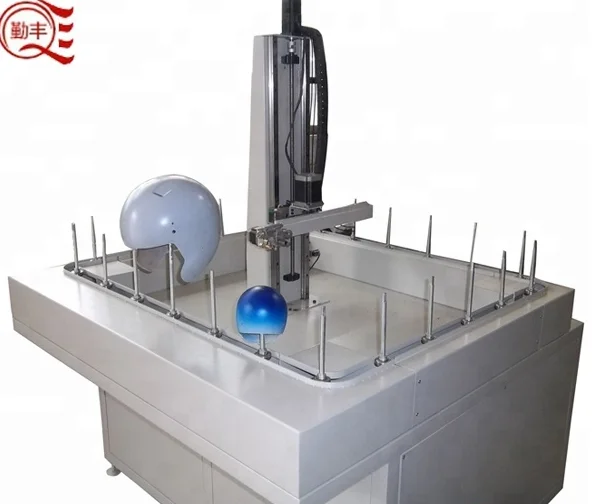
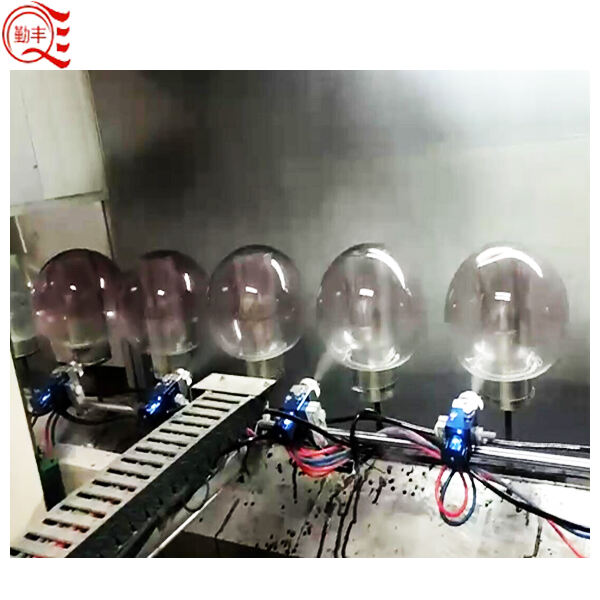
Druhé, elektrostatické sprejování: účel: práškové povlak je rovnoměrně nasprejován na povrch dílu, speciální díly (včetně míst, kde je elektrostatická obrazovka příměře vzniká) by měly být dokončeny pomocí vysokorychlostní elektrostatické sprejovací stroje. Pracovní postup: Pomocí principu adsorpce elektrostatického sprejovacího stroje se na povrch dílu nasprejuje vrstva práškového povlaku; spadlé prášky prochází systémem recyklace a po setrvení mohou být znovu použity.
Třetí. Dmychadlo a čistič kompresního vzduchu (filtrovač oleje a vody) související materiály: práškový povlak (sprejovací suroviny, běžně známé jako "plastový prášek", s vysokou jasností, lesklým, polomatejným, matejným, pískovým, kladivovým, trhlinovým atd. Různé efekty a různé barvy)
Čtvrté. Sušení a zpevnění: Účel: Povrchová prášková nátěrování na díle je zahříváno do stanovené teploty a udržováno po příslušném čase, aby se roztavilo, vyrovnalo a ztuhlo, aby byl dosažen požadovaný povrchový efekt díla. Proces: Strčte nasprejované dílo do pekařského troubu, zahřejte ho na pevnou teplotu (obvykle 185 stupňů) a udržujte ho po příslušném čase (15 minut). Systémy na zahřívání a řízení (včetně elektrického zahřívání, paliva, plynu, uhlí, biomasy, nových materiálů pro zahřívání atd.) související zařízení: spalovače biomasy (různé zahřívací zařízení), sušící tunely.
Páté, Dekorační úprava: účel: Dosáhnout určitého speciálního vzhledu díla po elektrostatickém nasazování, jako jsou různé dřevité struktury, vzory, osvětlení atd. Kroky procesu: krytí světlem, přenos a další zpracovatelské techniky.
Hlavní průvodní proces malířské linky:
Načítání produktu → předzpracování → dehydratační sušení → ochlazování → elektrostatické práškové (barvy) nanesení → práškové (sušení barvy) zpevňování → ochlazování → kontrola → Vykládání produktu → Balení
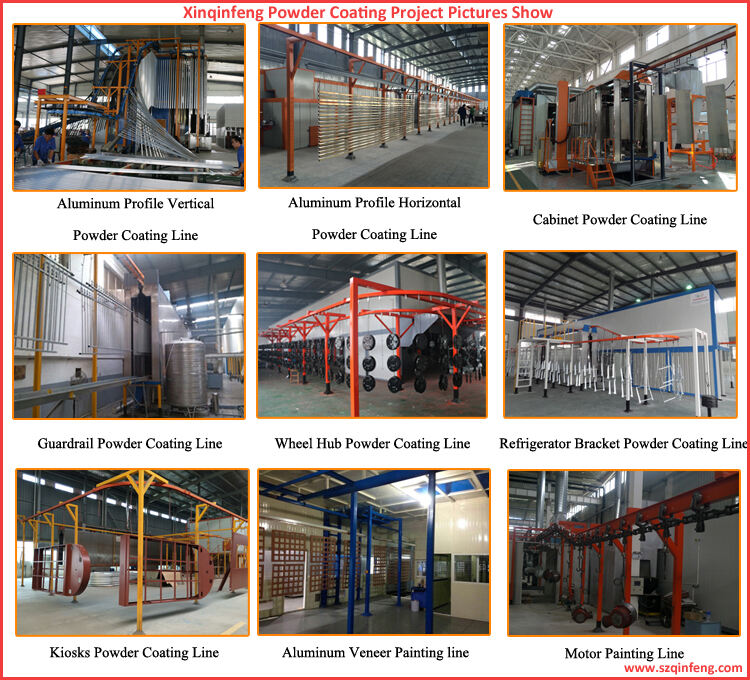
Ukázka produktu








Další horké produkty