 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


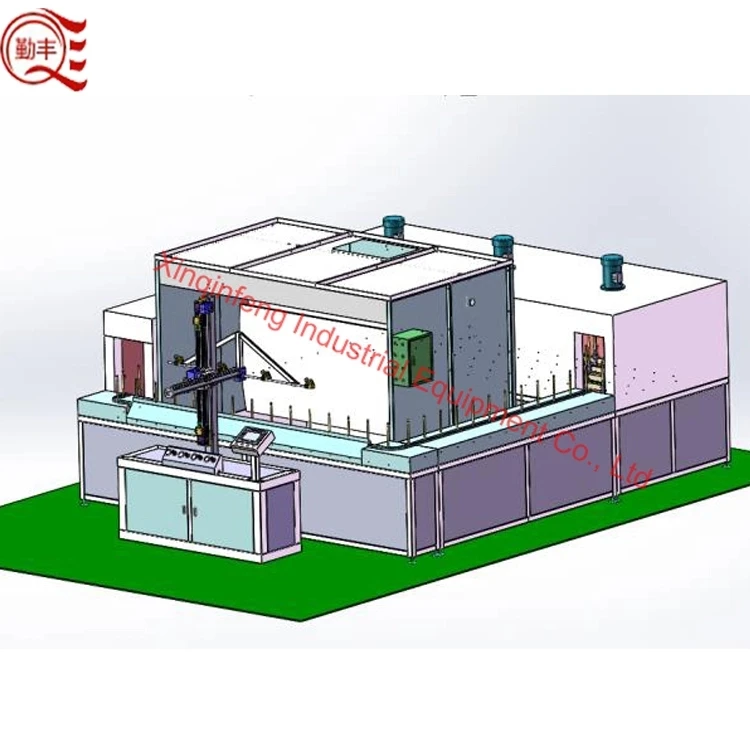
Avtomatska proizvodna linija za prašno obarvanje s statickim spremanjem, sušenjem in zaključnim obojavanjem
Pregled
Poizvedba
Povezani izdelki









Avtomatska proizvodna linija za prašno obarvanje s statickim spremanjem, sušenjem in zaključnim obojavanjem
Uvod v prahovno obložbo:
KompONENTE revetvene vrste glavno vsebujejo: opremo za predobdelavo, sistem odstranjevanja praška, opremo za prašno barvanje, opremo za ponovno uporabo praška, toplinsko sušilno izkristalizirno tuneleto, toploviro, elektronski nadzorni sistem, visujoči konvejerski lan in tako dalje.
Splošen postopek barvanja kovinskih materialov:
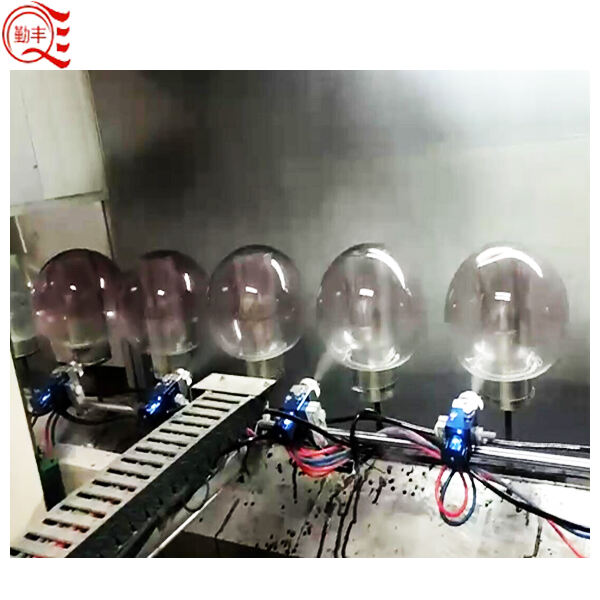
Najprej, predobdelava: namen: odstraniti površino delovnega dela, ki jo oblikuje sloj protikorozijskega dejstva in se lahko lepi s "fosfatnim slojem". Glavni postopki: odmazavanje, odrezinjanje, fosfatiranje, pasivanje. Po predobdelavi delovnega dela ni na površini oljevine, rezine in praščave, ampak nastane enakomerna in hruba siva fosfatna plena brez rezine, ki tako preprečuje rast rezine in poveča lepilo spritne plastike. Povezana oprema: predobdelovalna enota. Povezane snovi (kemikalije): sivinska kislina, hidrokloridna kislina, soda, kisla odmazila, fosfatna rešitev, pasivna rešitev.
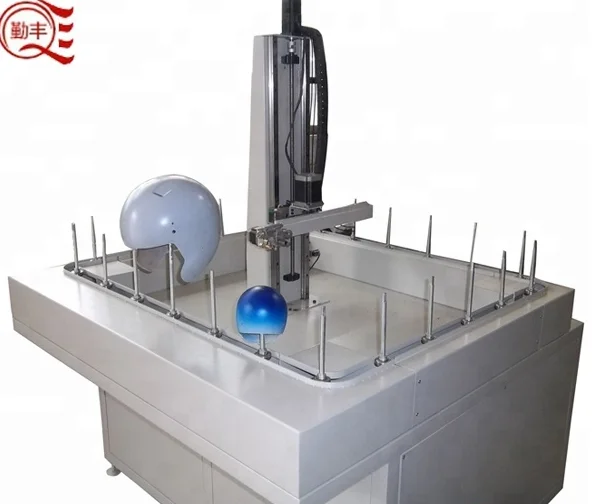
Drugi, elektrostatično spremanje: namen: prašna obarvava je ravnomerno sprejena na površino delovine, posebne delovine (vključno z lokacijo, kjer se lahko pojavlja elektrostatični zaslon) je potrebno zaključiti z visoko učinkovito elektrostatično spremljalnico. Postopek: S tem, da uporabimo adsorpcijski princip elektrostatične spremljalnice, se na površino delovine ravnomerno sprejene ene plasti prašne obarave; spadajoče prašinske delce lahko prek procesa presajanja ponovno uporabimo.
Tri. Zrakovni stiskalnik in čistilka stisnjenega zraka (filter olja in vode) povezane snovi: prašna obarvava (spreminjanje surovin, pogosto imenovana "plastično prašek", s visoko svetlobnostjo, jasno svetlobnostjo, pol-matovim, matovim, peskom, mlotom, trakom itd., različne učinke in barve)
Štiri. Suhanje in zakrepitveni postopek: Namena: Površinsko prašno obarvanje delovnice se segreja na določeno temperaturo in obdrži ustrezno čas, da se topi, izravnava in zakrepita, s čimer se doseže želeni površinski učinek delovnice. Postopek: Potisnite obdelano delovnico v pečo za zaključno obdelavo, segrejte jo na fiksno temperaturo (običajno 185 stopinj) in jo obdržite ustrezno čas (15 minut). Sistemi segrevanja in nadzora (vključno z električnim segrevanjem, gorivom, plinom, koksom, biomasijskim segrevanjem, novimi segrevnimi materiali itd.) povezana oprema: peči za biomaso (različna segrevna oprema), sušilne tunele.
Pet, Dekorativna obdelava: namen: doseži določen poseben izgled delovnice po elektrostatičnem sprejanju, kot so: različne drevesne žile, vzorci, osvetlitev in drugo. Postopki: osvečanje, prenos in druge obdelave.
Glavni postopek toka proizvodne linije za obarvanje:
Vrejanje izdelka → predobrava → odvajanje sušenja → hlajenje → elektrostatično prašično (barvnino) spremanje → prašično (sušenje barve) oživljanje → hlajenje → pregledovanje → Izvzemanje izdelka → Embaliranje
Predstavitev izdelka








Ďalší horúci produkt