 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Pregled
Истрага
POVEZANI PROIZVODI









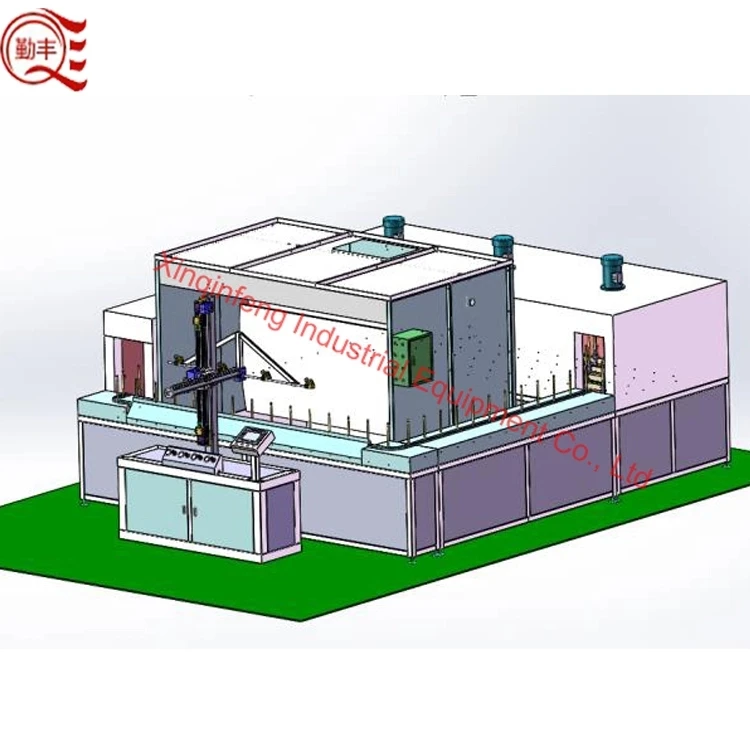
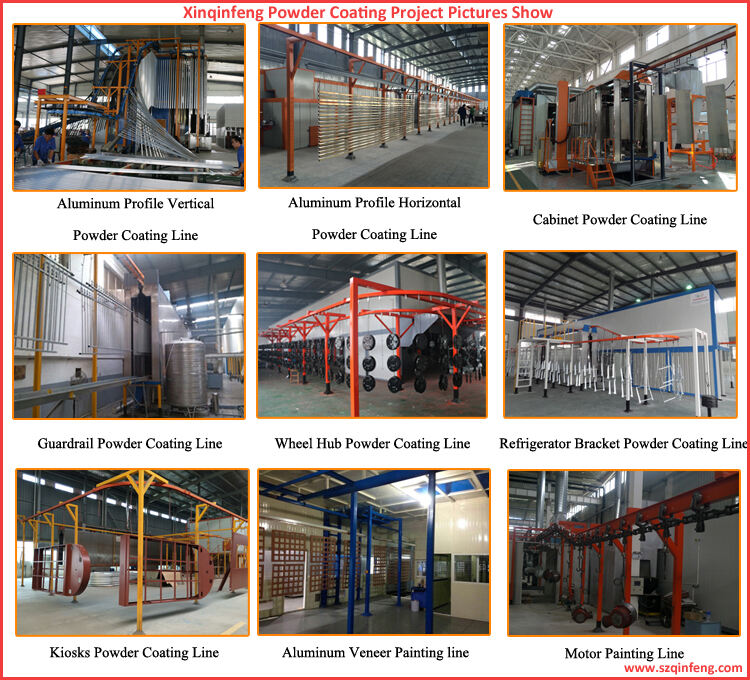
Аутоматска производња Подурног премаза Комплетна опрема за електростатичко прскање сушење
Увод у линију за прскање праха:
Компоненте линије за премазивање углавном укључују: опрему за претратацију, систем за праширање, опрему за премазивање прахом, опрему за рециклирање праха, пећ за тунел за загревање сушења, систем за топлотни извор, електронски систем за контролу, везујући конвејер
Општи процес премаза металног материјала:
Прво, пре-третмане: намештање: да се уклони површина радног комада коју ствара слој антикорозије и може се наносити са прилепљивањем премаза "фосфатирајући слој" главних корака процеса: одмазање, дерустинг, фосфатирање, пасивирање. Након претратмана радног комада, не само да површина нема уља, рђа и прашине, већ и сива и бела сјајна површина производи равномерни и груби фосфатни фосфатни филм без рђа, који може и рђати и повећати адхезију прсканог слоја.. Сродне опреме: лоше пре-прерада. Сродне материје (хемикалије) сулфурна киселина, хлороводна киселина, сода пепео, кисели одмазач, фосфатирајући раствор, пасивациони раствор.
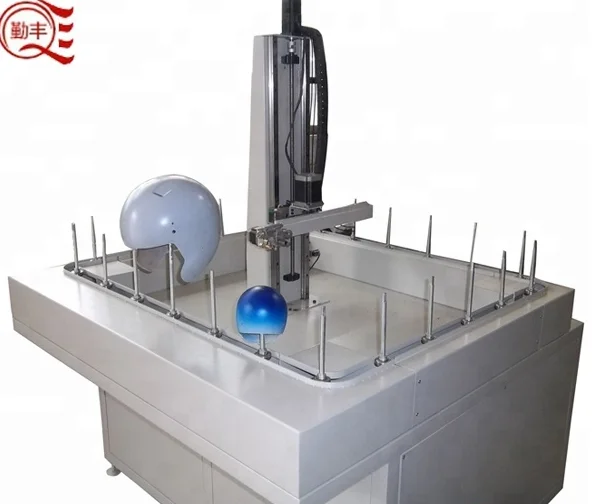
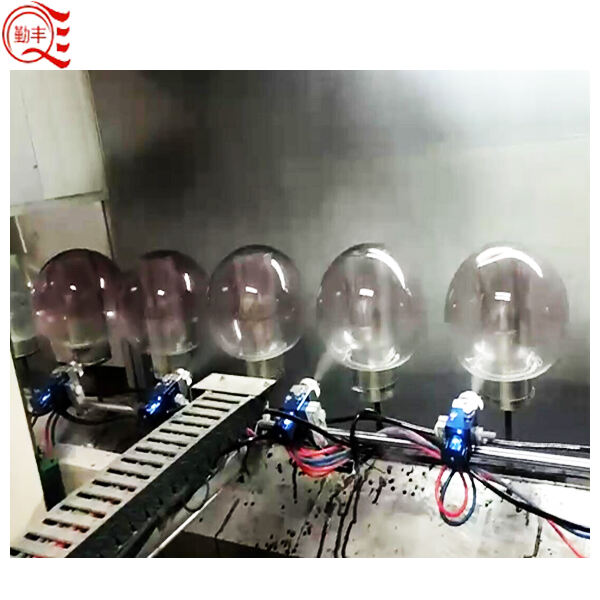
Друго, електростатичко прскање: намештање: прах је равномерно прскан на површину радног комада, специјални радни комади (укључујући место где се електростатички екран може појавити) треба завршити високо-продуктивном електростатичким прскалицом. Коришћење: Користећи принцип адсорпције електростатичке машине за прскање, слој покрывања прахом се равномерно прска на површину радног комада; пао прах пролази кроз систем за рекуперацију и може се поново користити након ситовања.
Три. Материјали који се односе на компресоре ваздуха и пречистилаче компресивног ваздуха (филтере за уље за воду): површина прашином (прскање сировина, обично познатог као "пластични прах", са високом светлошћу, јаком светлошћу, полумат, матом, песком, матом, пукоћом, пукоћом итд. Различити ефекти и различите боје)
Четири. Сушење и зачешћење: Намештање: Порожни премаз на површини радног комада загрева се на одређену температуру и задржава се у одговарајућем времену да се топи, изравњује и учврсти, тако да се постигне жељени површински ефекат радног комада. Процес: Утврди се у пећ за оштрење, загреј се на одређену температуру (обично 185 степени), и држи се у исто време (15 минута). Опрема која се односи на системе за грејање и управљање (укључујући електрично грејање, гориво, гас, угљ, грејање биомасом, нове материјале за грејање итд.): горијачи биомасе (разне опреме за грејање), тунели за сушење.
Пето, декоративна обработка: намештање: да се постигне одређени посебан изглед радног комада након електростатичког прскања, као што су: разноврсност зрна дрвета, образац, осветљење итд. Корак процеса: светлосна покривка, трансфер и друге технике обраде.
Главни проток процеса производње премаза:
Потоварње Производа → пре-третација → дехидрација сушење → хлађење → електростатичко прскање праха (боја) → прах (сушење боје) затврђивање → хлађење → инспекција → ислажење Производа→Паковање
Prikaz proizvoda








Други топли производ