 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


概要
お問い合わせ
関連製品









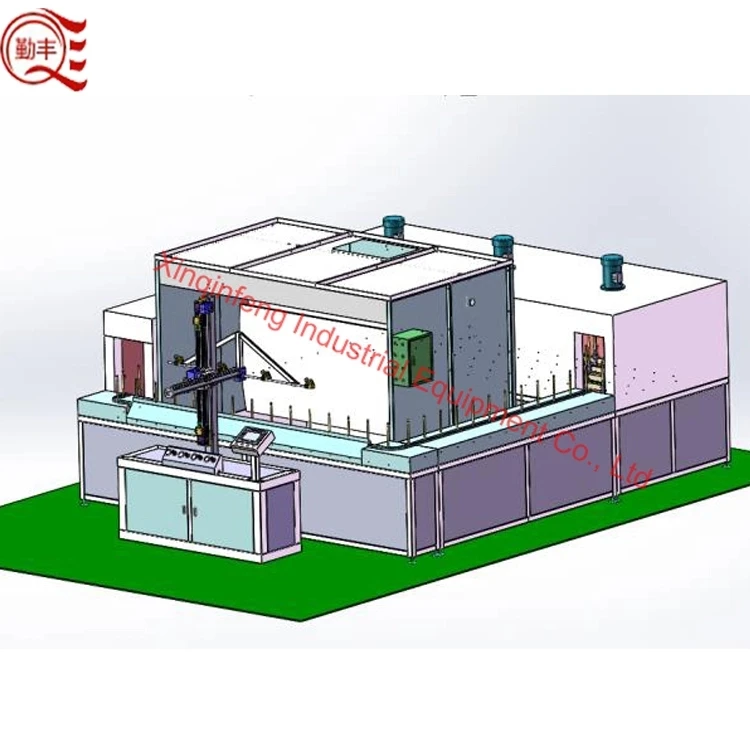
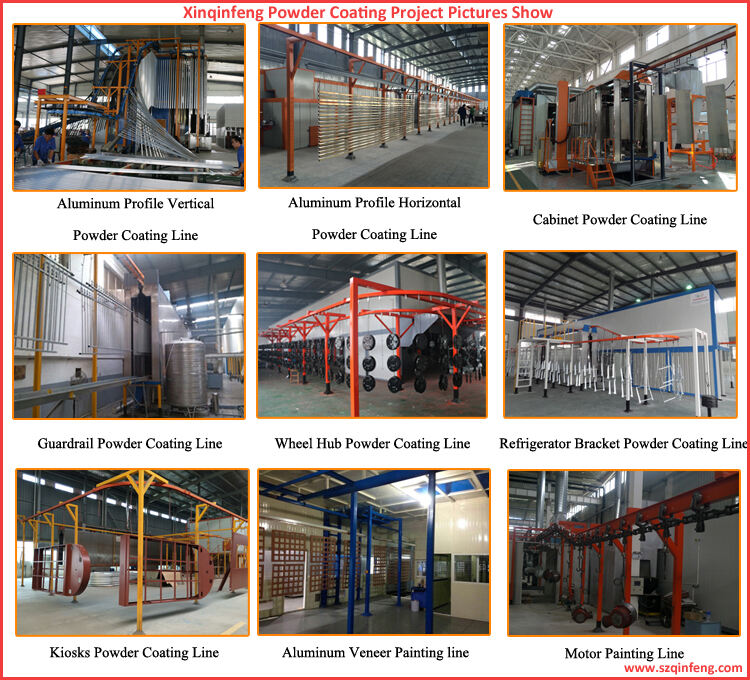
自動粉末塗装ライン 静電スプレー乾燥治癒装置一式
粉体塗装スプレーラインの紹介:
塗装ラインの主な構成要素には、前処理装置、集塵システム、粉末塗装装置、粉末回収装置、加熱乾燥固化用トンネル炉、熱源システム、電子制御システム、サスペンションコンベアチェーンなどがあります。
一般的な金属材料の塗装プロセス:
まず、前処理: 目的:作業物の表面に生成された一層を除去し、防腐性を持ち、塗料が付着する「リン酸塩皮膜」を作ります。主な工程ステップ:脱脂、除錆、リン化、鈍化。作業物の前処理後、表面には油、さび、ほこりがなくなり、均一で粗い無錆の灰色のリン酸塩皮膜が形成され、これが防錆と噴霧層の接着性を高めます。関連設備:前処理装置。関連材料(化学薬品):硫酸、塩酸、重曹、酸性脱脂剤、リン化液、鈍化液。
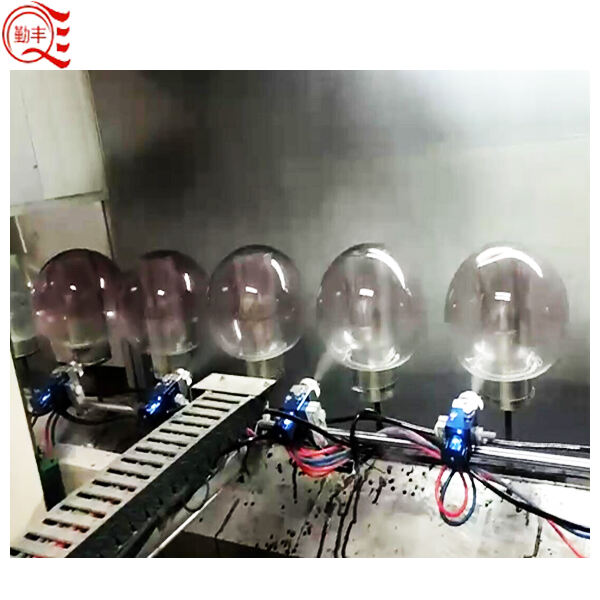
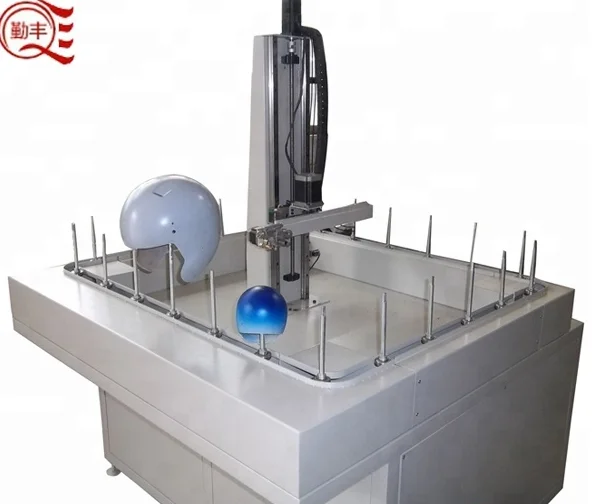
第二に、静電スプレー: 目的:粉体塗装をワークピースの表面に均一に噴霧する。特殊なワークピース(静電気スクリーンが発生しやすい場所を含む)は、高性能な静電スプレー機で仕上げるべきである。工程手順:静電スプレー機の吸着原理を使用して、ワークピースの表面に一層の粉体塗装を均一に噴霧する。落下した粉は回収システムを通じて篩い分け後、再利用可能。
三つ目。エアコンプレッサーおよび圧縮空気用浄化装置(オイルウォーターフィルター)関連材料: 粉体塗料(スプレー原料、通称「プラスチック粉」で、高光沢、光沢、半マット、マット、サンド、ハンマー、クラックなど、異なる効果と色がある)
四つ目。乾燥と硬化: 目的: 作業物表面の粉末塗装を指定された温度まで加熱し、所定の時間保持して溶融、平滑化、固化させることで、作業物に希望する表面効果を実現します。工程: スプレー加工された作業物を硬化炉に押し込み、固定温度(通常185度)まで加熱し、対応する時間(15分)保持します。加熱および制御システム(電気加熱、燃料、ガス、石炭、バイオマス加熱、新しい加熱材料など)関連機器: バイオマスバーナー(各種加熱装置)、乾燥トンネル。
五、装飾処理: 目的: 静電スプレー後の作業物に特定の特殊な外観を実現すること。例えば:様々な木目、パターン、光沢など。工程手順: 覆い光、転写などの加工技術。
塗装ラインの主要なプロセスフロー:
製品の積載 → 前処理 → 脱水乾燥 → 冷却 → 静電粉体(塗料)噴霧 → 粉体(塗料乾燥)硬化 → 冷却 → 検査 → 製品の降ろし → 包装
製品紹介








その他のホット商品